Utilizziamo i cookie per rendere migliore la tua esperienza di navigazione. Per rispettare la nuova direttiva sulla privacy, è necessario chiedere il tuo consenso per impostare i cookie. Per saperne di più.
INDICAZIONI PER IL CORRETTO USO DELLE LAME PER SEGHE A NASTRO BIMETALLICHE
Rodaggio della lama nuova
Per garantirne una buona durata è importante ridurre, per i primi dieci minuti di lavoro dopo il montaggio di una lama nuova, la velocità di avanzamento (discesa lama) di almeno un terzo rispetto a quella corretta
che si raggiunge poi progressivamente nei successivi dieci minuti.
Tensione della lama
Accertarsi prima di avviare la macchina, che la lama sia ben tesa. Non tenerla, invece, inutilmente in tensione nei lunghi periodi di inutilizzo (es. la notte).
Avanzamento
Rispettare gli avanzamenti nell’asporto del materiale basandosi sul truciolo prodotto che non deve essere bruciato o frantumato ma bensì arricciato, quindi nel taglio manuale mantenere una pressione proporzionata e costante (non a strappi). Nel taglio di profilati o elementi a spigoli vivi, entrare nel taglio con precauzione onde evitare scheggiature sui denti che possano danneggiare irrimediabilmente la lama provocando la sgranatura degli altri denti.
Dentatura
La scelta del passo dei denti deve essere fatta in proporzione alla sezione del materiale da tagliare. In questo caso consultare l’apposita tabella riportata di seguito.
Velocità lama
È importante che la velocità della lama sia proporzionata alla difficoltà di taglio del materiale in questione, onde evitare una precoce usura dei denti.
Liquiso refrigerante
L’emulsione lubrorefrigerante è necessaria per il raffreddamento e per la lubrificazione. Usare un prodotto di buona qualità e nella giusta concentrazione. Controllare che l’emulsione arrivi al punto di taglio con una pressione bassa e flusso abbondante. Sostituire periodicamente l’emulsione e pulire l’impianto.
Macchina
Posizionare le guide il più vicino possibile al pezzo. Controllare lo stato di usura delle guide e della spazzola del nastro con regolarità, registrarle e sostituirle se necessario. Osservando questi accorgimenti si riuscirà ad ottenere la massima resa delle lame.
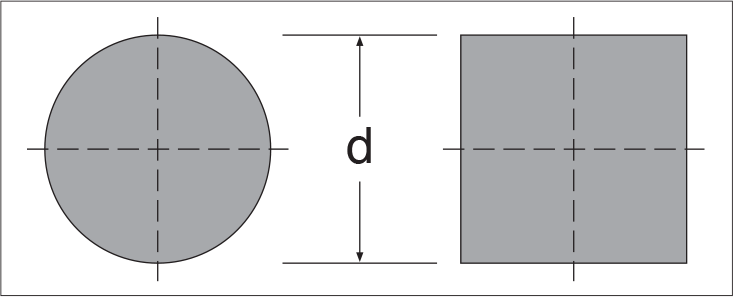
Numero dei denti consigliati per il taglio di tubi pieni
| Dentatura variabile per pollice | d mm |
| da 4/6 | 50 - 100 |
| da 5/8 | 35 - 80 |
| da 6/12 | 25 - 60 |
| da 8/12 | 20 - 50 |
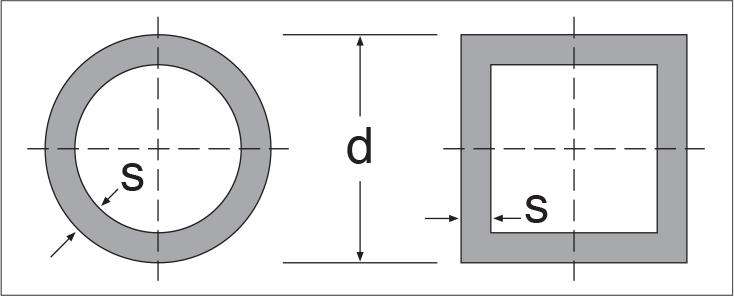
Numero dei denti consigliati per il taglio di tubi e profilati
| s mm | d mm | |||||||
| 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | |
| 3 | - | - | - | - | - | 8/12 | 8/12 | 6/10 |
| 4 | - | - | - | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 |
| 5 | - | - | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 4/6 |
| 6 | - | - | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 |
| 8 | - | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 |
| 10 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 |
| 12 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | - |
| 15 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | - | - |
| 20 | - | 4/6 | 4/6 | 4/6 | - | - | - | - |
INDICAZIONI PROBLEMATICHE CON RELATIVE SOLUZIONI
Problema
Causa
Soluzioni
PERDITA DENTI
- Pressione di avanzamento troppo alta.
- Denti bloccati nel taglio.
- Materiale non perfettamente bloccato.
- Dentatura troppo larga.
- Diminuire la velocità di discesa.
- Allargare dentatura.
- Aumentare velocità lama.
- Bloccare saldamente il materiale.
- Allargare dentatura.
- Usare dentatura più fitta, almeno 2 denti devono essere sempre in taglio.
ROTTURA DORSO LAMA
- Guidalama troppo aperti.
- Materiale troppo tenero.
- Lama che fa attrito sul bordo del volano.
- Lama in fase di lavoro concava o convessa.
- Ridurre al minimo l’apertura guidalama.
- Aumentare velocità discesa.
- Ripristinare conicità ed allineamento volani.
- Ripristinare allineamento guidalama.
TAGLIO STORTO
- Lama usurata.
- Denti rotti sulla lama.
- Troppo alta velocità di discesa.
- Velocità lama troppo bassa.
- Sostituire lama.
- Sostituire lama.
- Diminuire pressione taglio.
- Aumentare velocità lama.
ROTTURA SALDATURA
- Errata saldaltura.
- Sostiruire lama.
LAMA ESCE DALLE GUIDE
- Saldatura lama non allineata.
- Volani usurati.
- Cuscinetti volani usurati.
- Volani non allineati.
- Sostituire lama.
- Ripristinare conicità volani.
- Sostituire cuscinetti volani.
- Ripristinare allineamento volani.